AE診断法は,機械で発生する前述の特徴を持ったAE波動を検出・計測して機械の状態を評価し,異常を検知する方法である。本稿では著者が行った転がり軸受の疲れ損傷に関する研究を中心にAE診断法の特徴,今後の展望について述べる。
はじめに
機械の安全で,効率的な運転に,更に広義の意味では機械のライフサイクルコストにおいて診断技術が重要であることは言うまでもない。このため,いろいろな診断技術が開発されてきており,AE診断法もその一つである。ただ,実用化の点で診断技術全体におけるAE診断法はまだ極めてマイナーな位置にある。
AE(Acoustic emissionの略)とは,材料に外力が作用して破壊するときや材料相互の界面で摩擦や衝突が生起するときなどに弾性波を生じる現象あるいは弾性波そのもののことを言う*1。この弾性波は,縦波や横波,レイリー波,ラム波などからなっており,これらの波が界面で反射するとモード変換を生じる。また,これらの波動の周波数帯域は1kHz弱から1MHzを超える広い範囲にあり,伝播速度は波動の伝播する材料のヤング率やポアソン比,密度などに依存する。更に,時間的な減衰はもちろん,距離による減衰も認められる。
AE診断法は,機械で発生する前述の特徴を持ったAE波動を検出・計測して機械の状態を評価し,異常を検知する方法である。
AE診断法が回転機械の診断に最初に応用されたのは1973年のJamesらの論文*2である。彼らは,精油所のポンプやモータに使用されている転がり軸受のAEの実効値や振幅分布を測定して転がり疲れや腐食による損傷を検出・診断している。この研究以降,多数の研究が実施されているが,本稿では著者が行った転がり軸受の疲れ損傷に関する研究を中心にAE診断法の特徴,今後の展望について述べる。
1. AE診断法について
AE診断法における計測装置の基本構成を図1*3に示す。
 図1 AE測定系 |
AEセンサは,AE弾性波をチタン酸ジルコン酸鉛(PZT)などの圧電効果を示す結晶を用いて電気信号に変換するものである。振動信号に比べてAE弾性波は微弱で,高い周波数まで分布している。従って,この特徴を考慮してAEセンサが開発され,発展してきている。AEセンサから出力されるAE信号には環境ノイズが重畳しやすいので,センサの近くに前置増幅器〔プリアンプ(Preamplifierの略)とも呼ぶ〕を設置してAE信号の増幅を行い,後の信号処理に役立てられる。ノイズが著しい環境では前置増幅器を内蔵したセンサが使用される。
信号処理装置は,まず相対的に大きいエネルギを含む機械振動などの低周波の信号や診断に無関係な周波数の信号をフィルタで除去し,その後増幅する。更に,信号処理装置は,増幅した信号をそのまま出力するほか,包絡線検波を行い,それを出力すると同時に検波信号と計測者が設定した電圧しきい値を比較して,それを超える信号をパルス信号に変換して出力する。
信号処理装置から出力された信号をコンピュータあるいは波形測定解析装置で処理し,診断に必要な情報,例えば波形,事象率,実効値,位置標定を抽出する。
図2に信号処理装置から出力されたAE信号波形を示す。図(a)はスラスト玉軸受を模擬した試験軸受の転がり疲れ損傷の出現過程で観測された,クラックの発生・進展に伴って発生した波形であり,図(b)は潤滑不良により玉と保持器ポケット面の間で発生した金属摩擦に起因したものである。このようにAE検出波形が発生原因の究明にもつながるので,診断において有効な情報となる。
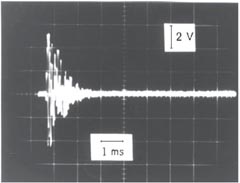 (a)疲れクラックに起因するAE |
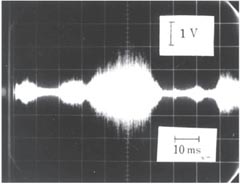 (b)すべり接触に起因するAE |
|
図2 実験で観測されたAE波形
|
AE事象率は,図(a)のようなAE信号で計測者が設定した電圧しきい値を超える信号を単位時間について計数して数値で表したものである。この値の増減が異常の進行の状況に対応している。実効値AErmsはAE信号のエネルギーを示すもので,次の式で求められる。
ここで,TはAE信号をサンプリングしている時間であり,f(t)は任意の時間t におけるAE信号の電圧振幅を表している。
位置標定とはAEの発生位置を特定する方法のことで,一般にはAEが発生しそうな領域を複数のAEセンサで囲み,それぞれのセンサに信号が到達する時間差を計測して材料を伝播する信号の速度をもとにAEの発生位置を計算で求める方法が用いられる。この方法は,AEが発生しそうな領域に一様に外力が作用している場合に有効であるが,鋼の中を最も早く伝播する縦波の速度が約6×106mm/sであり,1MHzのAE波について測定しても波長が6mmとなり,半波長で考えても標定の分解能が3mmと必ずしも高くはない。
一方,機械を構成する回転機械要素では,接触している点で荷重を支え,その点で破壊を生じる場合が多いので,AEが発生した瞬間の接触点をAE発生位置とする方法*3が開発されている。この方法は分解能においても標定精度においても優れている。
この例をスラスト玉軸受を模擬した試験軸受の転がり疲れの実験について,図3を用いて説明する。図からわかるように,試験軸受は内輪と外輪の間に玉3個を保持器とともに配置したもので,外輪で転がり疲れの損傷が発生しやすいように玉との接触面を溝ではなく,平面にしている。AEの発生位置を標定するために,玉と外輪の接触点を保持器の外周面に設けたマーカが玉の位置検出センサの前を通過してからの時間で表すようにしている。
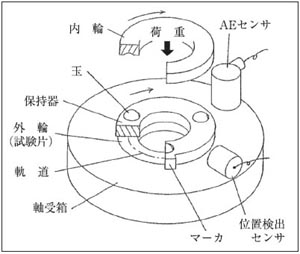 図3 試験軸受の構成とAE発生位置標定のためのセンサとマークの位置 |
以下に,スラスト玉軸受を模擬した試験軸受の転がり疲れの実験について計測結果を記す。
図4は,転がり疲れ損傷が発生するまでのAE事象率と振動加速度実効値の記録である。この実験では,振動加速度を常時測定していて損傷の発生により振動加速度が所定の値を超えると同時に実験を停止するようにしている。図から,(b)の振動加速度が損傷の出現による急増まで顕著な変化をしていないが,(a)のAE事象率が停止の1時間前頃からAEの発生を記録し始め,約25分前から増加が著しくなったことを示している。AE事象率は,先に説明したように1分間に電圧しきい値1.5Vを超える信号の数をヒストグラムとして表している。他の実験でもAE事象率が増加した後,再現性よく疲れ損傷が発生したことから,損傷発生前のAEが損傷の進展に関係するものと考えられる。
 図4 AE事象率と振動加速度の経時変化 |
AE発生位置の標定が,損傷とそれに起因するAEの関係をより鮮明に示す。図5は,図4の実験におけるAE発生位置の標定結果であって,横軸が試験軸受外輪の軌道上の位置を分解能0.9mmで軌道一周について示しており,縦軸は測定期間中に電圧しきい値を超えたAE信号の累積数である。
 図5 AE発生位置の標定結果 |
図5の測定期間P1~P3は図4の時間軸の下に示した期間P1~P3に対応していて,期間P1とP2は30minであり,P3は破損停止までの約20minである。図5のいずれの期間においても軌道上の同じ3個所の位置にピークが現れており,特定の3個所でAEが発生したことを示している。また,それぞれのヒストグラムのピークの高さが図4のAE事象率とよい相関を示している。実験後,試験軸受を分解して外輪の損傷位置を測定したところ,右側のピークの位置と一致した。なお,この実験でAEが1個所で発生したにもかかわらず3個所に標定された理由は,試験軸受に3個の玉が組み込まれており,それぞれの玉が1個所のAE発生点を通過する度にAEが発生したためである。
一連の実験でAE発生位置の標定結果と損傷の発生位置がよく一致した。
これらの結果を総合すると,(1)転がり疲れ損傷の出現過程で発生するAEが転がり疲れ損傷(クラック)の進展に付随したものであることが位置の関係においても確認され,(2)振動加速度の増加が疲れ損傷の表面への出現であることが,別の研究で証明されている*4。これらを考慮すると,振動加速度が変化する前からAEの発生が見られることから,AEを計測することによって疲れ損傷の出現を予知できることが明らかになった。
2. AE診断法の特徴
AEによる機械診断法がマイナーな理由は,各種の機械要素のそれぞれの損傷モードとAEの関係が,実験室的でかつ部分的にしか明らかにされていないためである。特に,現場の機械については,診断対象の機械を構成している要素の色々な部分で発生するAE信号が混在した状態で検出されており,それらを発生要素と発生原因ごとに分離して診断する研究が不足している。この問題を解決するためには,損傷を生じやすい要素と起こりやすい損傷モードから始め,要素や損傷に相応しい検出方法や信号処理法を含めてそれらに対応したデータベースの構築が重要といえる。
これまでに明らかになったAE診断法の特徴をまとめてみる。
AEセンサを診断対象に取り付けることによって対象を常時監視できる点で,AE診断法が振動診断法に似ている。機械の診断における周波数帯域については,振動法では数Hz~数十kHzの信号が観測され,AE法では100kHz以上の周波数の信号が検出されることが一般的である。周波数帯域の違いによって,前項で述べたようにAE法は振動法とは異なり,転がり軸受の転がり疲れ損傷について損傷の表面への出現を予知できる。ただ,AE法では損傷の出現を検知できないのに対して振動法は確実に検出できる。
また,100min-1以下の遅い回転速度の機械では,損傷の発生による振動エネルギーが小さく,正常時の信号に埋もれてしまうために検出し難いが,AEでは損傷の進展を検出できることからAE診断法が実用に供されているという。
AE診断法では機械振動を除去できるので,クラックの発生を検知できるだけでなく,回転機械要素の接触面における潤滑状態も評価できる可能性*5を持っている。
接触面の潤滑状態を電気抵抗で計測・評価する方法もあるが,被測定部の周りを電気的に絶縁することが必要になるので,AE法を用いる方が簡便である。潤滑が不良のまま使用を継続すると,接触面が摩耗で粗くなるので振動でも検出できるようになる。
機械要素が潤滑油に浸った状態で使用される場合は,オンラインの潤滑油の分析が有力な診断法となる。しかし,グリース潤滑下で使用される場合は試料のサンプリングの仕方や周期が課題となってくるので,AE法の適用も検討対象となる。なお,グリース潤滑の場合,機械要素のはめあい面でフレッチングが生じ,それに付随するAEも検出されるので,フレッチング損傷を対象とするとき以外には留意することが大切である。
非接触で,かつ空間情報として温度分布を測定できるサーモグラフィ法は,機械要素の潤滑状態や焼き付きの評価・診断に効果的に使用できるが,接触式の温度測定法と比べるならAE法の応用も可能性を秘めている*6。
診断技術内容に関する問題のほかには,計測装置のコストの問題がある。構造物や地盤の診断などでAE法が活用されていることもあって,以前に比べてAE計測装置の価格が性能の向上にもかかわらず安価になってきている。今後,機械の診断により適した機能を備えた計測装置の開発と低価格化が期待される。
3. 今後の展望
AE法を現場に適用するための基礎的な研究と合わせて多様な用途と多種類の損傷モードにおけるデータベースを構築することが今後の発展のキーとなろう。言い換えると,AE法の適用限界を明確にしつつ,その限界を拡大する研究と実績を積み重ねることである。これは可能なことであり,必要なことである。これらの課題を解決することで,AE診断法の実用化が堅実に進展することが期待される。
一方,AE診断法にかかわらず個々の診断技術の独自の向上を目指すことは言うに及ばないが,それらを複合化し,総合化した診断技術の構築も重要である。これは,著者だけの希望ではなく,ISOの機械診断技術者認定制度設立の動向の中でも明瞭になっている*7。医学の分野でも,一人の患者を単科的に診るのではなく,多角的に検査し,治療をする方向が志向されているのと同じといえよう。
<参考文献>
*1 日本非破壊検査協会:アコースティック・エミッション試験 Ⅰ,(2006)。
*2 R. James, B. Reber, B. Baird, W. Neale: Acoustic Instrumentation Technique predicts Mechanical Failures, Oil & Gas Journal,1973( Dec.), pp.49-53.
*3 吉岡武雄:設備診断技術としてのAE法について,潤滑経済,2002,10.
*4 吉岡武雄:転がり疲れ過程におけるAEと振動(第2報)―振動によるはく離発生時点の測定―,トライボロジスト,34,12(1989)887.
*5 和田正毅,水野萬亀雄:AEによる摩擦・摩耗の観測 --- 危険予知について---,精密工学会誌,52,10(1986)1719-1724.
*6 和田正毅,水野萬亀雄,笹田直:摩擦・摩耗のAEによるインプロセス計測に関する研究 --- 焼付き過程のAE計測---, 精密工学会誌,56,10(1990)1835-1840.
*7 たとえば,ISO18436-2.