化学プラントには,塔槽類や反応槽などの静止機械と,ポンプや送風機などの回転機械があり,それぞれの機器や損傷に適した設備診断技術を適用している。振動法は最も現場において受け入れられているパラメーターであり,振動法による状態監視が様々な企業で実施されている。
はじめに
人類は,生産設備の大型化,高度化,複雑化により生産能力を飛躍的に高め,経済・産業の発展により物質的な豊かさを手に入れてきた。
しかし,これらの設備は,一度故障が発生すれば,生産活動の停止や設備の修復,時には環境破壊に至る可能性があることから,大きな損失を引き起こすことになりかねない。特に昨今の国内設備の多くは,設置後数十年を経過しており,当初の設計思想にない想定外の損傷を引き起こす可能性がある。そのため,設備の異常を早期に発見し,事故の未然防止あるいは,設備が大きな損害を被る前に補修したり,設備が故障した際に事前に兆候を検知し,補修期限まで設備を延命させるための適切な対応を実施することが重要である。
このような背景から,化学プラントにあっては,設備診断技術が様々な分野で活用され,多くの企業においては,主に設備管理部門がこの技術を活用してきた。
化学プラントには,塔槽類や反応槽などの静止機械と,ポンプや送風機などの回転機械があり,それぞれの機器,あるいは損傷に適した設備診断技術を適用している。回転機械における異常は,「振動」,「音響」,「電流」,などの様々なパラメーターによる状態監視手法によって検知できることが報告されており,それぞれの分野で研究が進んでいる。*1,*2
これらの中で,振動法は最も現場において受け入れられているパラメーターであり,振動法による状態監視が様々な企業において実施されている。
1. 振動法による診断機器の種類
化学プラントにおいて,回転機械の状態を知る診断手段として,振動法では主に「簡易診断」と「精密診断」と言われる方法が活用されている。
簡易診断とは,簡易診断測定器により振動波形の実効値(あるいは絶対値の平均値)を測定し,その傾向により設備の異常の有無を検知するものである。また,精密診断とは,周波数解析を行い回転機械の異常部位を特定するものである。
以前は,大きなFFT解析装置を現場に持ち込んで解析することが多かったが,最近では簡易診断測定器の中にFFT解析機能を組み込んでいるものも多い。
ただし,実際の解析においては,フィルター処理を行ったり,様々な解析処理をしないと的確な異常判断をできないことが多い。したがって,簡易診断測定器によるFFT画面のみで最終的な異常部位の判断をするのは,危険である。簡易診断測定器のFFT機能は,あくまで参考として使用するのが有効な使い方と思われる。
診断機器において,簡易診断測定器とFFT解析装置があることを述べたが,これらには,テンポラリで測定するオフライン診断測定器と,固定センサーを設置し常時監視するオンラインモニタリング装置が存在する。概念図を図1に示す。
 図1 オンラインとオフラインの診断概念図 |
本稿では,化学プラントの回転機械診断において最も使用頻度の多い,「簡易診断」の有効な活用法に焦点をあて解説したい。
2. 振動法による簡易診断測定器の適用
図2に示すように,一般的なポンプを例にとると,軸受は,ポンプの本体に2個所,モーター部分に2個所あり,それぞれに対し,測定が必要となる。これは,例えばインペラ部において損傷が起こり,振れ回りのような現象が起きた場合,その程度によるが,振動がまだ小さい場合,図2におけるPos.1で振動を検知できるが,Pos.2あるいは,Pos.3にあっては,軸を伝わってくる振動が減衰し,検知できない場合があるからである。
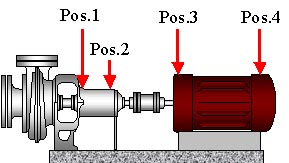 図2 一般的なポンプの測定ポイント例 |
また,損傷が起きた場合に,それぞれの振動モードによってその方向が異なるため,通常1つの測定部位に対し,V(垂直),H(水平),A(軸方向)の3方向の測定が必要である。
すべての設備に対し,精密診断による振動波形を採取し,定期的に各設備に対し異常個所があるかどうかを部品レベルで管理することが望ましいが,実際の工場においては管理すべき設備は非常に多く,三井化学(株)大阪工場(以下当工場)のような大型石油化学プラントを例にとると,約1万基の回転機械のうち,傾向監視すべき数千基の設備について,振動値管理を行った場合(残りの機械は,トラブルによる停止時においても,他の設備の運転に支障を与えないことから,ブレークダウンメンテナンス機器と位置付け管理している),その測定部位および測定データは膨大な量になる。
簡易診断に比べ,精密診断は測定時間に多くの時間を費やすことや専門的な知識を有しない限り十分な測定および解析ができない。
そこで,通常は設備を運転する現場担当者や保全担当者などによる簡易診断で,振動値のみを測定し,異常が発生した場合にのみ,専門技術者による精密診断により詳細な診断を行うなど,簡易診断と精密診断を組み合わせた管理手法を導入することで効率的な状態監視が行われる。
しかし,多くの設備を有する石油化学プラントにおいては,異常の有無を検知するための簡易診断が広く行われても,前述したように,部位や方向を加味すると,実際の所有機器数の何倍ものデータを管理する必要があり,また年間数回に及ぶ傾向監視のデータ数はさらにその何倍にも膨れ上がる。
したがって,振動値による状態監視を効果的に行うためには,まず簡易診断で異常の有無を確実に検知(=詳細な診断を必要とするか否か)できることが絶対条件であり,そのために精度の良いCaution値を設けて管理することが最も重要なファクターと言える。その上で,膨大な数のデータを効率的に管理する仕組みを構築しておくことが,安全かつ安定な機械の稼働をもたらすと言える。
3. 簡易診断におけるCaution値
簡易診断のCaution値は,一般に絶対判定基準値と相対判定基準値の2種類の基準値によって管理されている。機械の設置状況はしっかりしたコンクリート基礎の上に設置される場合もあれば,架台の上に設置される場合もある。また,設備の軸径や設備の構造などの問題から,振動測定位置において振動の減衰状況は,機器それぞれで異なる。すなわち,本来それぞれの機器で固有のCaution値を持っていることになる。そのため,当該機器の振動データの推移から決定する相対判定基準値でCaution値を管理することが望ましいが,設置当初などのように振動データが十分にない場合は,絶対判定基準値を適用することになる。
絶対判定基準値は,変位・速度においてはISOなどにより基準が定められており,加速度については,オーソライズされた基準はないが,振動測定機器メーカーが独自のノウハウにより計算式を提案している。
これらの基準値は,モーターの容量(kW)などにより定められるものであるが,絶対判定基準値におけるCaution値内であっても,軸受損傷により設備停止を余儀なくされる機械もあれば,常時基準値を大きく超えて運転しておりトラブルがほとんど発生していない機械もある。
筆者等はこの問題を解決するため,実際のプラントで稼働している機械の振動データを解析し,多変量解析を用い,動力(kW),回転数(rpm),軸径(mm)による算出方法を提案してきた。*3
一方,相対判定基準値は,前述したように個々の設備における数回の振動値実績をもとにこれらと比較することで,通常時と異なることを判断するものである。正常時の振動値を確実に把握している場合,「平均値×2.5」で異常状態と判定できることが提案されている*4。この場合の平均値は,データが正規分布に従うと仮定し,算出するものであるが,実際には正常時の振動値がどのような統計分布に従うかが確立されているとは言えない状況にある。そのため,平均値の取り方などに問題点を残しているものと言える。
筆者等はこの問題を解決するため,様々な分布形状に対応するワイブル分布に注目した。
確率密度関数 f(x)は,xを振動値とし,ワイブル分布の形状パラメーターをm,尺度パラメーターをηとすると,式(1)で表される。
 ………………(1)
………………(1)
累積分布関数 F(x)は式(2)で表される。
 ………………(2)
………………(2)
ワイブル分布は,式(2)中に示されている形状パラメーターであるm値により,様々な形状分布(正規分布や対数分布)に近似的に等しくなることが知られている。
当工場の振動傾向データを式(2)に示される累積分布関数によりワイブル分布に当てはめた結果を図3に示す。ワイブルのm値については,m=2の密度関数 f(t)は対数正規分布に近い形となり,m=4になると正規分布に近い形になる。実プラントの振動傾向データは,正規分布や対数分布が多いものの,これらの分布では表現できない分布形状も多く存在することが分かる。すなわち,単純な正規分布を利用したCaution値では異常判定が十分にできないことを示唆している。*5
 図3 実データにおけるm値のヒストグラム |
5. 簡易診断機器における設備管理
Caution値の話とは別に,いかに異常を捉えたとしてもその管理の仕組みがしっかりしていないと,簡易診断を有効に活用しているとは言えない。そこで,次に簡易診断の活用事例として当工場の取り組みについて紹介したい。
当工場では,1980年に振動法による回転機設備診断技術を導入して以来,測定対象台数の拡大を行い,現在では約3,000台の回転機器について,定期的なオフラインによる簡易診断を行い,状態監視している。
当工場の回転機設備管理においては,オンラインモニタリングも一部導入しており,また,簡易診断において異常を確認した機器については,必要に応じて周波数解析による精密診断などを実施しているが,主は定期的な簡易診断による状態監視である。
1980年の導入当初は,簡易診断業務のすべてを保全部門が行っていたが,TPM活動などを通じて,測定対象台数の拡大とともに保全部門管理から製造部門管理へのシフトを進めてきた。現在は,当工場における回転機設備の管理台数の約半分が自主保全による製造部門管理となっている。
簡易診断により収集された振動データは,当初製造部門が管理するデータは製造現場のパソコンに,また保全部門が管理するデータは保全部門のある事務所内のパソコンに保存されていた。
また,データ確認・評価の流れは,(1)グラフの印刷→(2)報告書の作成→(3)担当部署間回覧,となっていたが,製造部門の管理分については製造現場のパソコンによる保存や,記録用紙による保管(採取データを記録用紙に転記)など,様々な管理をしており,報告書の作成などは行っていなかった(表1,図4)。
|
表1 保全部門,製造現場の簡易診断対応
|
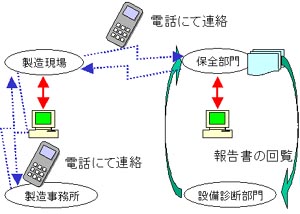 図4 簡易診断業務状況 |
このような状況の中で,以下の問題点が生じていた。
- 報告書作成の手間や回覧に時間を要し,対応が確実に実行されていることの確認がしにくい
- 簡易診断データが分散されており,製造部門-保全部門間の情報の共有性が低い
- 回覧に時間がかかるため,報告書に対する対応(補修計画など)が余裕をもってできない
これらの問題点の対策として,振動値データの取り込みから報告書までを一元管理するとともに,評価・対応まで含めた一貫した管理を社内LANを利用して行うシステムを構築した。
6. 振動管理のシステム化
簡易診断を何のために行うかということを整理したい。言うまでもなく,簡易診断は,異常の検知あるいは,設備の信頼性の確保,設備の健全性を確認することが目的であって,振動データを収集することが目的になってはいけない。我々は,P(Plan),D(Do),C(Check),A(Action)サイクルに基づく理想的な運用方法を図5のように考えている。
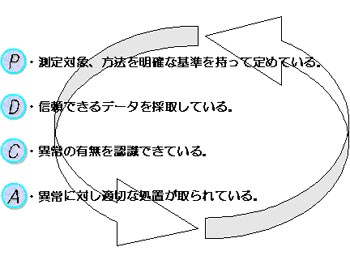 図5 理想的な簡易診断の運用 |
このP→D→C→Aサイクルを確実に機能させるためのツールとして開発したのが,我々がMIVIT(Mitsui Vibration data Trend manager)と呼んでいる管理ソフトである。
MIVITに組み込んだシステムロジックとして特長的なものは以下の通りである。
(1)社内LANを活用することで,データを1個所に集約し,データのメンテナンス性(データのバックアップなど)を高める
(2)測定周期や測定ルートが登録され,測定者は,測定時に点検ルートのデータを簡易診断測定器にダウンロードすることで,確実に測定が実施される
(3)測定したデータをサーバーにアップロードし,関係者は,即時LANを活用しデータを共有できる
(4)報告書および承認が電子化されており,迅速に管理業務を遂行できる
(5)測定実施数,未測定数,異常の有無などが確実に確認できる仕組みとなっている
MIVITの報告書の例を図6に示す。図6中で,(1)のエリアは,当該報告書のプラント名,報告月,発意課区分,および担当部署が表示される。(2)のエリアは,当該報告月において注意しないといけない機器のリストとその内容およびどのような対応を行うかが一覧表で表示される。ここで表示される「注意しないといけない機器」の定義は,Caution値を超えた機器,未測定機器,および測定者が必要と判断し任意に加えた機器である。(3)のエリアは,測定全体を通した総括コメントを記入できるようになっている。五感点検やプラントロードなど,必要に応じて使用者で自由に使うことができる。(4)のエリアは,当該プラントの監視対象台数と当月の対象台数,および当月測定した台数と,Caution値を超えた機器数,未測定機器数などが表示される。
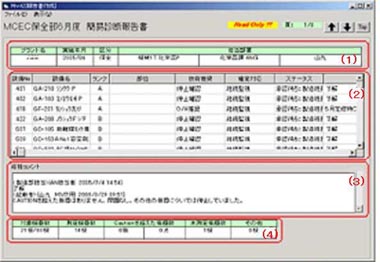 図6 MIVIT報告書画面の例 |
まとめ
振動値が異常時に高くなることは分かっていても,機械の状態監視を簡易診断により行うことは本当に意味があるのかと疑問に思われる方もいると思う。冒頭にも述べたが,機械の異常の兆候を捉えることは,機械が損傷により突然停止することを予防することができる。具体的には,軸受損傷の初期段階で潤滑油を給脂したり,添加剤を投入し次回開放点検時期まで寿命延長を図ることや,開放点検時までに様々な解析を行う時間を作ることで,適切な対応を最短の時間で実施できるようにすることである。
しかし,一方でこうした診断技術を確立できていても,その技術を活用できる体制を構築できていないと,その技術は十分に生かされない。例えば,異常傾向を検知していても関係者が十分にその危険性の度合いについて理解を共有していない場合などである。業務システムとしてしっかり構築されていなければ,担当者の力量で対応が全く変わってしまい,結果として担当者任せの設備管理になってしまう。昨今の技術伝承や生産効率性などの問題を考えた時,業務システムの完成度は大きな問題になるだろう。
設備管理は,「保全部門」,「製造部門」が,一体となって実施すべきものであり,特に回転機械管理において異常の徴候が出てから設備が破損に至るまでの時間的余裕は,静止機械などに比べ短くより速い情報の伝達が求められる。
多くの機械を抱える工場にとって,網羅的で抜けのない設備管理をすることは,大きな課題である。設備台数が非常に多いこともあって,評価・対策の実施まで含めて目に見える形で管理を構築することは,IT技術の導入なしには不可能である。しかし,IT技術の発達した現在においても,保全管理分野に対しては系統だった管理手法の確立はいまだにされていないと思われる。
昨今では,振動値を使用しない簡易診断手法も提案されてきており,今後も診断技術の発展は続くと思われる。ただ,一方でそれを活用するのは人であり,一般には多くの関係者が関与している。そのため,管理体制や管理システムを含めた総括的な仕組み作りも重要である。技術と管理は両輪であり,双方を上手に向上させていくことが大切である。
<参考文献>
*1 豊田 利夫 設備診断技術 p15-29 日本プラントメンテナンス協会(1990)
*2 豊田 利夫 設備診断のための信号処理の進め方 p10 日本プラントメンテナンス協会(1991)
*3 三笘 哲郎,陳山 鵬:多変量統計解析による回転機械の状態判定基準値の決定法,計測自動制御学会産業論文集 Vol.5, No.12, pp83-89,(2006)
*4 Pusey HC:Machinery condition monitoring, SOUND AND VIBRATION, Vol.34 No.5, pp6-7,(2000)
*5 三笘 哲郎,内糸 伸行,陳山 鵬:回転機設備の振動データの確率分布および判定基準に関する研究,設備管理学会誌 Vol.19, No.2,(2007)