石油精製工場におけるメンテナンスと潤滑管理の経済効果 では,プラント産業における最新のメンテナンス技術の動向と実践事例を出光興産の石油精製工場の事例に基づき紹介する。
1. はじめに
プラント産業では,万が一故障が発生した場合は重大事故に繋がる危険性をはらんでいることから,メンテナンスには細心の注意が払われてきた。
一方,競争力強化のためにコスト削減が求められる中,設備投資の抑制やベテラン技能者の退職に伴う技術レベルの低下から,安全と安定生産を確保するための新たなメンテナンスのあり方が模索され,論理的かつ全員参加のメンテナンスが実践され始めた。
ここでは,プラント産業における最新のメンテナンス技術の動向と実践事例を当社の石油精製工場の事例に基づき紹介する。
2. 予測型設備管理の推進
新時代のメンテナンス技術として注目されているのが,RCM(Reliability Centered Maintenance,信頼性中心保全方式)やRBI(Risk Based Inspection,リスクに基づく保全方式)といった計画保全の考え方である。当社ではこれを「予測型設備管理」という呼称で再構築し独自技術として運用している。
予測型設備管理とRCMの相違点をまとめたものを図1に示す。RCMは,設備の保全方式決定のために,設備を部品・部位レベルにまで分解し展開するため,膨大な労力と時間がかかる。また,結果としてTBM(Time Based Maintenance,時間計画保全)を選択しがちである。
それに対し,予測型設備管理は,設備機器を重要度・保全グレード分類から始めるため,重点志向での推進が可能で,構築に要する負荷や時間が少なくて済む。更に寿命予測という時間関数を入れることにより,最適な時期に最適な保全方式を選定できることが大きな特徴である。
|
RCM
|
予測型設備管理
|
|
| 設備機能連関図とSWBS(システム構成要素図)作成 |
→
寿命の概念導入 |
対象設備ごとに設備の重要度評価と保全グレード評価で,保全方式を設定 |
| FFA(機能故障解析)より対象設備の機能故障摘出 | 対象とする設備を選定し,機器リスト(部位・部品レベル)を作成 | |
| FMEA(故障モード影響解析)より部品ごとの影響解析 | 損傷要因フローシートにて対象設備の弱点個所と損傷要因を網羅的に抽出 | |
| LTA(ロジックツリー解析)より部品ごとの保全方式を設定 | 寿命予測シートで各部品ごとの寿命を評価し,影響度解析も加えて設備の重要管理項目・部位を抽出 | |
| 保全管理台帳(保全カレンダー)を作成 | 保全管理台帳(保全カレンダー)作成 | |
|
|
|
|
図1 RCMと予測型設備管理の相違点
|
||
予測型設備管理構築を進める中で,部位別に部品レベルでの解析と損傷メカニズムの明確化を通じ,損傷原因が開示され,共有化できる。従って,メンテナンスに携わる人員のみならず,運転員,スタッフもメンテナンスの勘所を理解することができ,設備機械の弱点を改善し,事故・故障を徹底的に排除しようとする共通認識が醸成しやすい。結果として,事故・故障が削減でき,メンテナンス費用の低減に効果を発揮している。
また,後輩への技術・技能伝承のための資料としても活用されている。
予測型設備管理における寿命予測事例を図2に示す。
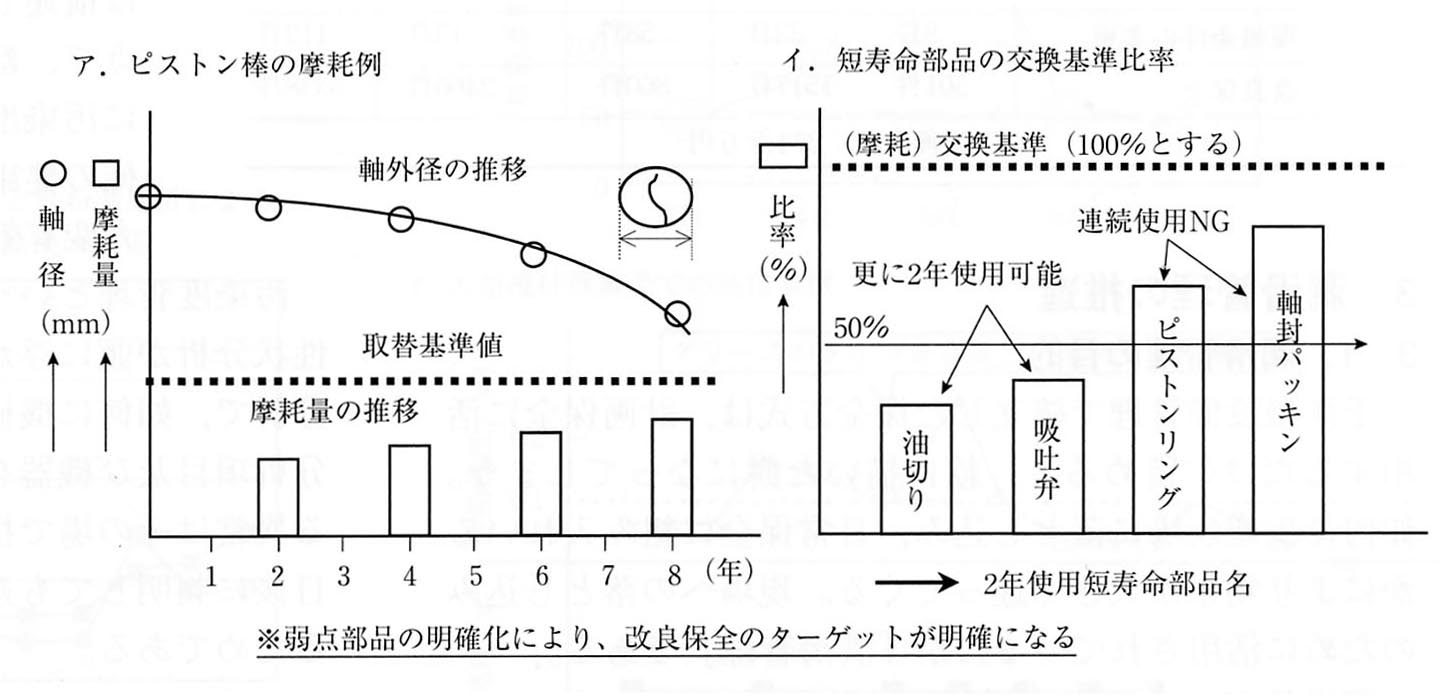 図2 往復運動圧縮機部品に対する寿命評価事例 |
図2は,往復動圧縮機の損傷要因を解析する中で弱点部分を抽出し,その摩耗量推移(経年変化)をプロットしたものである。例えばピストン棒は,現状の使用条件では耐用年数が8年と設定できる。その他の弱点部分の摩耗量推移もグラフ化し比較すると,耐用年数が短い部品が明確になる。この場合,油切りや吸吐弁は2年連続使用後でも十分に残存寿命があると判断されるが,ピストンリングや軸封パッキンは摩耗が進行し残存寿命が短くなると推定できる。
これらのデータに基づき,設備機械の寿命を整理すると,点検周期の延長や延長のための課題が浮かび上がる。
例えば,往復動圧縮機の点検周期を延長しようとすると,ピストンリングや軸封パッキンの寿命延長が必要となり,材料や形状変更などが改良保全のターゲットとなる。
予測型設備管理を導入しメンテナンスの見直しを進めた成果例を表1に示す。
|
表1 予測型設備管理導入成果事例
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
この表は当社のある工場での1993年から1998年までの活動をまとめたものである。活動の中で,検査周期の削除・延長を4,000件以上実施する一方で,1,000件以上の追加項目を挙げ,無駄を省き,信頼性向上を図っている。併せて改良保全も5,000件以上実施した。
コスト面での予測型設備管理導入効果は,点検・検査項目の削減に伴うコスト削減とともに,周期延長による作業費,部品費削減が大きく寄与した。本工場では最終的に,約3億円/年のメンテナンスコストの削減が達成された。
3. 潤滑管理の推進
3.1潤滑管理の目的
予測型設備管理で確立した保全方式は,計画保全に活用するだけに留めると,絵に描いた餅になってしまう。いかに生産現場に落とし込み,日常保全に組み入れるかにより効果が大きく違ってくる。現場への落とし込みのために活用されているのが「潤滑管理」である。
潤滑管理というと,「潤滑個所に適切な油を適量入れてさえいれば完成」と考える職場もあるようだが,当社では予知保全を推進するための重要な手法と捉えている。潤滑管理で得られる情報は,もはや機械の異常を監視し早期発見するために欠かせないものとなっている。
現在では自主保全活動の一環として職場に定着しており,保全担当者だけではなく,運転員,スタッフがそれぞれの立場で協力して推進している。
3.2潤滑管理のステップ
当社では潤滑管理を図3に示すようなステップで推進している。
|
STEP 1
補給油管理 |
→
|
STEP 2
潤滑診断 |
→
|
STEP 3
潤滑改善 |
|
|
|
||
|
適切な油を適量入れる
|
機器の異常の予兆を捉える!
|
異常防止の対策を打つ!
|
||
|
誤給油防止
|
傾向管理の推進
|
定着化・標準化
|
||
|
図3 潤滑管理の推進ステップ
|
||||
ステップ1は補給油管理である。その中の適油選定・油種統一は机上で進められるが,現場での実践では「目で見る管理の推進」が重要となる。
例えば,図4のように給油孔に油名プレートを貼付したり,給油孔やドレン孔が一目で判別できるように色分けしたりという作業を徹底している。ステップ1の補給油管理は決められたことを機械的に実施するだけの単調な作業と誤解されがちであるが,目で見る管理の推進により,様々な工夫がなされており,トラブル防止と作業性向上に寄与している。
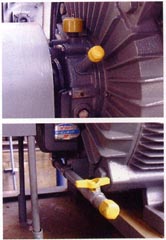 オイル給油孔とドレン |
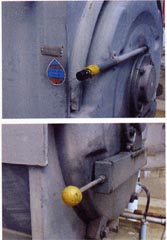 グリース給脂孔とドレン |
|
モータ軸受の事例
|
 ※油に関する個所は全て黄色で統一作業個所が一目で判る |
|
ポンプ軸受の事例
|
|
図4 「目で見る管理」実施例(油名プレート貼付,給油孔・ドレンの色分け)
|
ステップ2は潤滑診断である。ステップ2は前述したように当社で最も重要視している点で,傾向管理の推進に活用されている。特に汚染度管理は,機械の血液検査であり,機械の健康状態即ち異常の予兆を捉える上で大変有効である。
汚染度管理というと,すぐにオイルやグリースの精密性状分析が頭に浮かぶが,当社では,現場でできる簡易分析で,いかに機械の状態を把握できるかに焦点を当て,分析項目及び機器を選定している。今現場で起こっている異常はその場で捉えたい,分析センターで分析し2~3日後に判明しても遅すぎる,という現場の要望を実現するためである。
当社が実践している油脂類の現場簡易分析は,鉄粉濃度測定と水分測定が主体である。中でも鉄粉濃度は,計測機器を各セクションに1台常備し,設備機械の日常点検と併せて運転員が実施する体制を取っている。
油脂類に含まれる鉄粉は,軸受やギヤなどの潤滑個所で部品が摩耗・破損して生成する場合がほとんどである。従って,鉄粉量を傾向監視することにより摩耗の進行を知ることが可能となる。
当社が使用しているのは,図5に示した鉄粉濃度計で,グリース用及び潤滑油用の2タイプを使用している。採用に際し,当社で鉄粉濃度計による測定値と原子吸光法による測定値との相関を確認したが,簡易分析機器としては十分な精度が得られると判断している。
 鉄粉濃度計:グリースや潤滑油を 所定の容器に採取し,差し込む! |
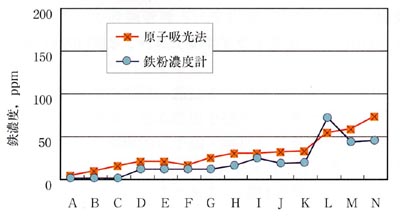 原子吸光法と鉄粉濃度計による鉄濃度分析結果の関係 |
|
図5 鉄粉濃度計の精度確認結果
|
鉄粉濃度計の活用事例を図6*1に示す。
図6.アは,バイエル変速機のオイル管理に活用した事例である。本変速機は,コーンをディスクに押し付け動力を伝達するが,回転数はディスクに押し付けられるコーンの位置により制御する。コーンとディスクの間の摺動により摩耗が発生し,伝達不良や振動が発生するが,ディスクの摩耗状態を鉄粉濃度計により傾向管理することで,突発故障に至る前に,対策が打てた事例である。
このときは,バイパス浄油,極圧添加剤投入により定期補修まで運転を継続できた。
図6.イは,攪拌機軸受のグリース管理に適用した事例である。本機は従来から振動(加速度)を常時監視し,トラブル予知を進めていた。しかし,振動に異常値が出ていないにもかかわらず,軸受が損傷し,異常振動から減速機歯面が損傷・突発停止に至った経緯を有する。本減速機は,入力回転数を3段で減速し,5rpmで回転していた。そのため,振動計では異常を検知できず,異常を見落としたことが原因と考えられる。そこで,振動測定と鉄粉濃度計を併用して突発故障の未然防止を図った。やはり,振動計では異常が検知できなかったが,鉄粉濃度計で異常が確認できたため,緊急グリースアップ及び油種変更を即時に実施し,突発停止を免れた。
鉄粉濃度計の導入は1988年頃より実施しているが,突発故障低減には確実に効果を挙げており,特に振動では異常を検出し難い低速回転機で活用されている。
ア.バイエル変速機での活用事例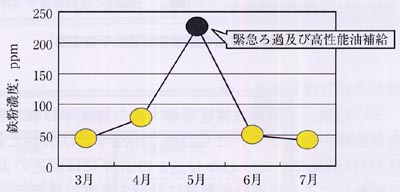 |
イ.大型撹拌機軸受での活用事例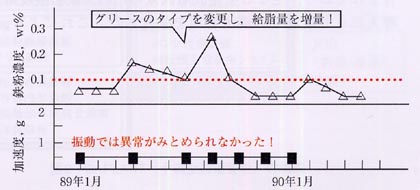 |
|
図6 鉄粉濃度計の活用事例[出典:文献1]
|
4. 設備管理の充実による経済効果
当社のある工場における回転機の管理概念図を図7に示す。本工場では回転機が約5,700台設置されている。そのうち1,200台を定期診断対象機器として絞り込み予測型設備管理を推進した。
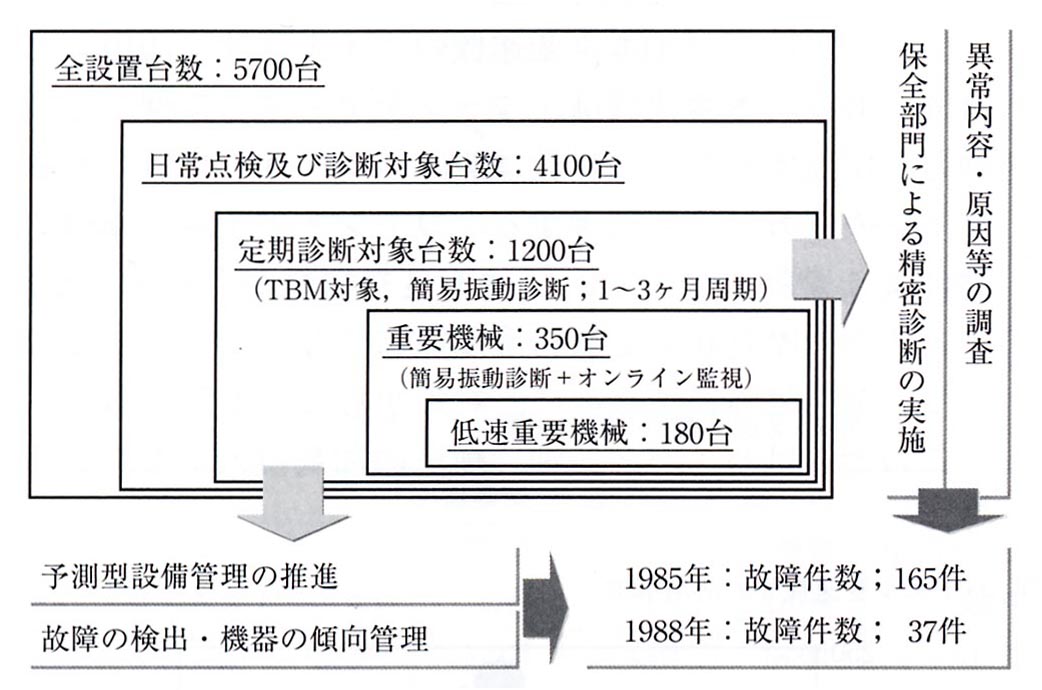 図7 回転機の管理概念図(弊社千葉工場) |
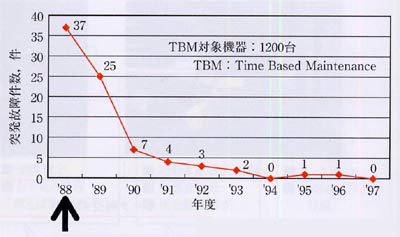
その結果,予測型設備管理導入前の1985年は165件の突発故障が発生していたものが,1988年には37件と約4分の1に削減できた。しかし,この37件には前述のような振動計による低速回転機器における異常の見落としも含まれており,更なる突発故障低減のため,鉄粉濃度計導入により現場での潤滑管理を強化した。これにより,突発故障は図8に示すような推移で大幅に減少し,現在では年間に1~2件に抑えることができるようになった。
 |
||
| 鉄粉濃度計による潤滑診断開始! |
→
|
TBM対象回転機突発故障比率 導入前:37台/1200台=3% 導入後:1台/1200台=0.1%未満 |
|
図8 潤滑管理による回転機の突発故障低減効果
|
||
突発故障の減少は,メンテナンス費用の削減に効果を発揮したのは勿論であるが,保全員の夜間呼び出しの減少にも繋がり,モチベーションアップにも効果を発揮した。現在は,当社の全国の工場への水平展開を推進中である。
5. まとめ
最近のモノ作りの現場からは,仕組みや技術は最新のものを立案・導入しているのだが,現場に落としこめない,定着しないという嘆きが聞こえてくる。
石油精製工場におけるメンテナンスにもこの問題が散見されていたが,予測型設備管理と潤滑管理という2本柱を推進することでPDCAのサイクルが円滑にまわり始めた。
なかでも潤滑管理は,以前は単純作業として軽視されてきたが,予知保全の有効な手段としての認識が定着し,重要性が見直されてきた。更に,自主保全活動のテーマとしても取り上げられる機会が増え,「誰でもができる潤滑管理を誰でもが参加できる経営活動」と位置付けることにより,現場担当者も職場経営に携わっているという意識の醸成にも一役買っている。
経営幹部や本社部門だけではなく,モノ作りの現場の意識を変えるためにも,是非,潤滑管理に取り組まれることをお勧めする。
<参考文献>
*1 時田洋一:出光トライボレビュー,21(1994)21