潤滑油測定は,機械設備を良好に保つことだけでなく,機械設備の状態を監視することを目的として行われる。一般機械設備にもコンディションモニタリングの考え方が導入されるようになると,メンテナンスの高度化にとって必要不可欠な計測技術となる。本稿では,潤滑油の一般的な特性の測定法と潤滑油中の摩耗粉の分析法について解説する。
はじめに
潤滑油は使用中,絶えず摺動部などの金属と接触し,雰囲気ガスや湿気,摩擦熱や圧力,摩耗粉や塵埃の混入などの影響を受け,外観や特性,性能の変化を伴いながら劣化していく。潤滑油劣化に関わる諸因子と劣化過程での形態変化を,図1に示す*1。
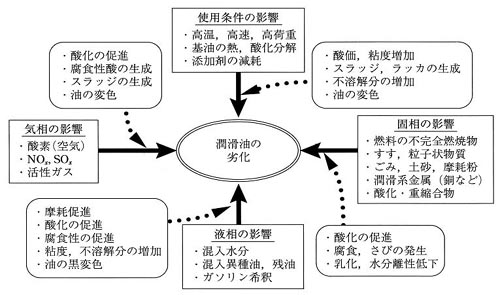 図1 潤滑油の劣化変質に及ぼす諸因子と劣化過程での形態変化*1 |
潤滑油の劣化と汚染を調べる方法は,性状分析,組成分析,金属分析がある(図2)*2。潤滑油測定は,種々の外部要因で変質する潤滑油の性能を調べて機械設備を良好に保つことだけでなく,機械摺動面などから排出される摩耗粉などを検出して,機械設備の状態を監視することを目的として行われる。今後,一般機械設備にもコンディションモニタリングの考え方が導入されるようになると,潤滑油測定は,メンテナンスの高度化にとって必要不可欠な計測技術となる。
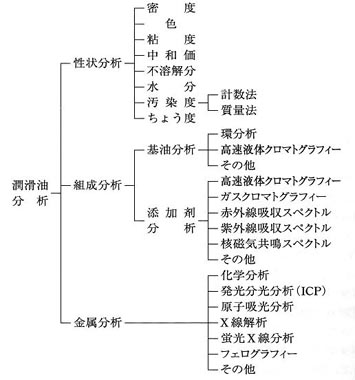 図2 油分析法*2 |
このような観点から,本稿では,潤滑油の一般的な特性の測定法と潤滑油中の摩耗粉の分析法について解説する。
1. 潤滑油測定のメカニズムと特徴及び適用分野
1.1 性状分析・化学分析
潤滑油の性状分析は,産業機械の潤滑管理において日常的に行われている。表1に,通常行われる性状分析の目的と測定法の概略を示す*3。
|
表1 潤滑油性状分析・化学分析の概要*3
|
1.2 汚染度測定法
汚染度は,油中の汚染物質の種類,量,粒子径,色などの汚れの総合評価である。フィルタ法とパーティクルカウント法がある。
i)フィルタ法
フィルタ法は,古くから利用されている方法で,0.8μm以下のフィルタで油をろ過し,フィルタ上の残渣を重量で計測して,単位容量(100mL)当たりの重量で表示する汚染度分析法である。安価で取り扱いも簡単であるが,汚染物と摩耗粉の区別やそれらの形態と成分などの詳細は分からない。
ii)パーティクルカウント法
一般的なパーティクルカウント法は,油中から摩耗粉を回収し顕微鏡あるいは自動微粒子計測装置(パーティクルカウンタ)を用いて,摩耗粉のサイズと個数を計測する。計測個数は,NAS(National Aerospace System)等級に合わせたクラスごとの個数で表示されることが多い。この手法は,後述の摺動面の劣化診断にも適用されるが,その場合は試料油のサンプリングが問題になる。サンプリングの場所や方法によって測定結果が異なることは経験上よく知られている。
1.3 油中摩耗粉の分析法
油中摩耗粉を分析する一般的な方法として,SOAP法(Spectrometric Oil Analysis Program),フェログラフィ法(Ferrography),パーティクルカウント法などがある。
i)SOAP法
SOAP法は,潤滑油中の摩耗粉を分光分析し,金属元素成分とその濃度を測定して損傷個所を推定する方法である。装置は励起部,分光部,測光部から構成されている(図3)*4。潤滑油を高温で原子状に熱解離し,熱エネルギーで励起して,電極間またはプラズマトーチ内に送り,気化・原子化させ放射スペクトルを得る。励起にはアーク法や,高周波プラズマ発光分析法(Inductive Coupled P1asma,ICP法)がある。
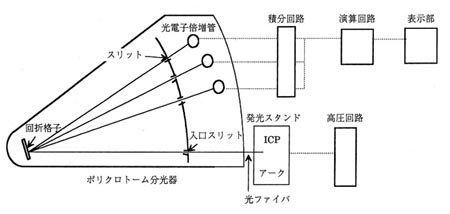 図3 発光分光分析装置(SOAP)の構成*4 |
アーク法では,最大粒子径が10μm程度まで正確に分析出来る。アーク放電は熱エネルギーが大きいため,試料の蒸発量が大きく全元素の励起が可能で感度が高い。1cm3の試料油を容器にとり回転電極をサンプルに浸し電極棒との間で発光させる。
一方,ICP法では,測定可能な最大粒子径が2μm程度であるので,試料(あるいは試料中の浮遊粒子)を酸で溶解処理して測定する。金属イオンを含む溶液試料の導入効率が高く,高感度分析が可能である。両方法を比較すると,アーク法の方が操作が簡単で,測定範囲が広く分析時間も短い。
ii)フェログラフィ法
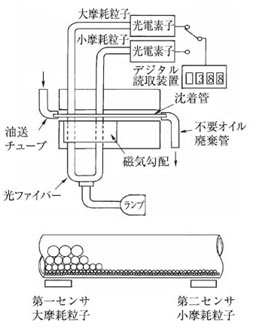
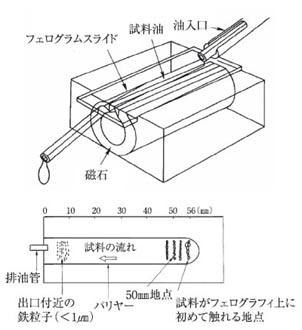
フェログラフィ法は,磁気勾配により潤滑油中の摩耗粉をサイズごとに捕獲し,その濃度を定量的に計測する定量フェログラフィ法と,捕獲した摩耗粉の形状を観察して摩耗形態を推定する分析(定性)フェログラフィ法がある(図4)*5。ガラス管または特殊な表面処理をしたガラス板(フェログラムと呼ぶ)に,わずかな試料油を希釈して磁場勾配中で流し,試料中の粒子を捕捉配列する。
|
定量フェログラフィ法
|
|
分析フェログラフィ法
|
|
図4 フェログラフィ法の原理と構成*5
|
定量フェログラフィ法では,5μm以上の鉄粒子量(Dl )と1~2μmの鉄粒子量(Ds )を光学的に測定し,その経時変化から異常摩耗の発生時期を予測する。機械設備の摺動部が正常に稼働しているときDl ≧ Dsとなるが,異常が発生すると大きい粒子が支配的となりDl ≫ Dsとなるので,
|
異常摩耗指数(あるいは摩耗過酷度指数) |
で表すことが出来る。
WPCとIsの値の経時変化(変化の傾向)から機械の運転状態を診断し,故障を予知する。任意にサンプリングされた試料油の測定値が定常摩耗状態でのベースライン(粒子の平衡濃度)近傍にあれば異常なしと判定される。異常が発生するとベースラインより大きく外れるが,WPC値の3倍,またIs値の10倍以上を異常値とする。
定性フェログラフィ法では,捕捉粒子を光学顕微鏡で観察し,摩耗粉の形状,表面状態,大きさ,材質などに注目して捕捉粒子を分類し,摺動状態を診断する。観察情報の一例として,正常時の薄片状摩耗粉,アブレシブ摩耗の発生による切削状摩耗粉,疲労摩耗や表面き裂による球状摩耗粉などがあり,その他に高負荷・加熱・油の劣化などによるフリクションポリマーなどがある。
フェログラフィの使用事例は,各種機械や設備における異常摩耗診断事例集*6などにまとめられている。それらをデータベースとして摺動面の損傷を診断するためには,経験と知識が必要となる。
2. 今後の展望
メンテンスの高度化に伴って,今後ますます重要になると考えられる油中汚染物の測定法と油中摩耗粉のオンライン計測法について述べ,筆者らの研究成果を併せて紹介する。
2.1 汚染度及び汚染物測定法
通常のパーティクルカウンタによる粒子計測やメンブランフィルタでの汚染物の重量測定では,油中の汚染物を特定することは難しい。
そこで,油中の汚染物を調べる方法として,溶剤抽出法が提案されている(図5)*7。例えば,n-ヘキサンにより,基油や基油に溶ける添加剤は溶解し,溶けないものが汚染物として分けられる。
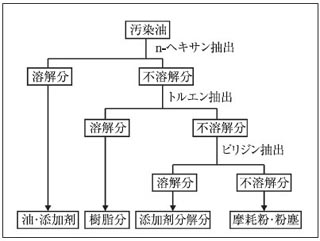 図5 油中汚染物の溶剤抽出の一例*7 |
次に,トルエンに溶けるものは樹脂分であり,油の酸化変質したものや油分子が熱溶解して高分子化したものである。このようにして,添加剤の分解物や摩耗粉・粉塵類を分類出来る。この手法によって,通常使用されている油圧作動油中の汚染物の大半がトルエンに溶ける油の酸化変質物であること,またこれが機械設備のトラブルに著しく関与していることが明らかにされている。
筆者らの研究グループは,フィルタ上の汚染物を色で判別する新しい方法を開発した(図6)*8。フィルタに光を照射して,汚染物からの反射光を光の三原色(RGB)に感度をもつ光電受光器で受光してR,G,Bに分解し,それらを256階調のデジタル値に変換して差分演算を行うと,目視では識別出来ない微妙な色の違いが判別出来るようになる。その結果,摺動面のトラブルの原因となる油中の酸化変質物を判定することが出来た。この方法は,潤滑油管理に有用であると考えられる。
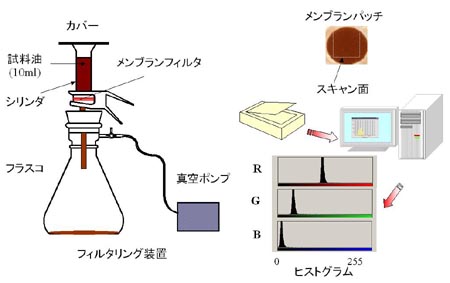 図6 色相判別システム*8 |
2.2 オンライン油中摩耗粉計測法
摺動面の異常摩耗を予知するためには,油中に排出される摩耗粉のサイズと個数の時間変化を油のサンプリングによらないで,連続的にオンラインモニタリング出来るツールと計測・診断法が必要である。
オンラインによる摩耗粉径の計測法として,磁場を利用したチップディテクタにより摩耗粉を捕捉して計測する方法がある。安価であるが,補足出来る粒子は大きい粒子径のものに限定される。一方,非磁性体の摩耗粉や微細な摩耗粉のオンライン計測には,光を応用した摩耗粉の検出(光遮断方式や光散乱方式)の方が適している。
筆者らは,油中摩耗粉の粒径分布の変化によって異常摩耗の診断を行うために,オンラインで5~150μmの範囲の粒子を計測出来る半導体レーザを用いた光遮断方式によるパーティクルカウンタを開発した。そのセンサ部の構造を図7に示す*9。
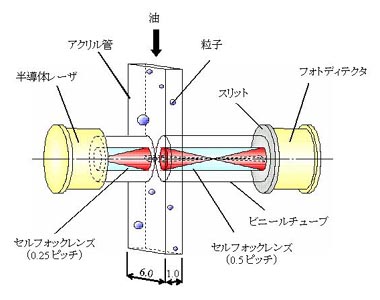 図7 パーティクルカウンタのセンサ部の構造*9 |
他の市販のパーティクルカウンタも大半は光遮断方式によるもので,センサ部の形状や光源に違いはあるが,構造の概略は図7とほぼ同じである。
パーティクルカウンタによる油中摩耗粉のオンライン計測をSn基ホワイトメタル(WJ2)とS55C鋼のすべり摩耗試験に適用した。その結果,接触荷重増加による苛酷な摩耗形態への変化は,あるサイズ以上の摩耗粉の個数増加あるいは摩耗粉径の分布の著しい変化と良い相関があった。なお,並行して試料油を採取し,定量フェログラフィ計測した結果では,荷重増加による異常摩耗指数Is値の変化は,摩耗量の増加と完全には対応しなかった*10。
また,転がり軸受(6210)の寿命試験では,パーティクルカウンタの計測で見られた摩耗粉個数の明瞭な増加と異常摩耗の発生には良い対応関係があると推察された。この場合,並行してモニタリングしていた振動と軸受外輪近傍での温度は,異常発生によって試験機が停止する数分前までほぼ一定で変化がみられなかった。また,AE法は周囲のノイズのため信頼性のあるデータが測定出来なかった*11。
摺動面のメンテナンスの効率化・高度化にとって,振動,温度,AEの計測に比べて変化が早期に現れる油中摩耗粉の分析,中でもそのオンライン計測は,今後ますます必要になるであろう。
摩耗粉形状を画像処理により定量化し,摺動面の劣化診断を自動化する手法が研究されている。摩耗粉の形態の観察でも,オンライン化が指向されている。筆者らは,CCDカメラに内蔵された電子シャッターを利用して,管路内を流れる摩耗粉をリアルタイムで撮影・解析出来るオンライン画像解析システムを提案した*12。
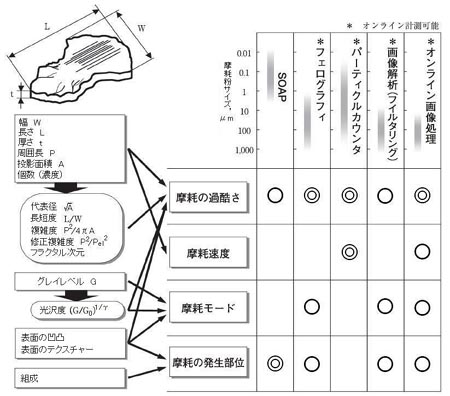
図8は,摩耗粉の解析とそれらから得られる摩耗情報及びそのための計測法を,摩耗粉のサイズに対する好適な方法及びオンライン計測の可能性と併せてまとめたものである*13。
|
|
|
図8 摩耗粉の性状と得られる摩耗情報及び好適な油中摩耗粉分析法*13
|
一方,このような特徴を有するオンライン油中摩耗粉計測法も,振動法や温度法の直接的な分析法やAE法などと複合させ,より高度な診断法にすることが必要である。
まとめ
本稿では,潤滑油測定を潤滑油の性能の測定と油中摩耗粉の測定の視点から解説し,今後の展望として高いポテンシャルを有する設備診断法と考えられる油中摩耗粉オンライン計測と,機械故障の原因となる油の酸化変質物の測定法を説明した。本稿が,潤滑油の測定と分析法を選択する際の指針になれば幸いである。
<参考文献>
*1 日本機械学会編:機械工学便覧 機械要素・トライボロジー,(2005) β4-182
*2 日本機械学会編:機械工学便覧 機械要素・トライボロジー,(2005) β4-194
*3 四阿佳昭:日本機械学会講習会教材〔No.00-77 〕〔2001-1-23 東京 新・役に立つトライボロジー〕74
*4 日本トライボロジー学会編:トライボロジーハンドブック,養賢堂 (2001) 799
*5 日本プラントメンテナンス協会編:潤滑技術,日本能率協会(1991) 34
*6 D&Eアトラス研究会編:潤滑油分析による設備診断技術,日本プラントメンテナンス協会(2000)190
*7 佐々木徹:The Use of Electrostatic Liquid Cleaning for Contamination Control of Hydraulic Oil, Lubrication Engineering, 1988-3,251 及び 日本機械学会講習会教材〔No.99-89 〕〔2000-1-20 東京 新・役に立つトライボロジー〕113
*8 T.Yamaguchi, et al: Investigation of Oil Contamination by Colorimetric Analysis,Lubrication Engineering,58,1( 2002)12
*9 吉長重樹・岩井善郎・他:半導体レーザーを用いた微粒子の実時間粒径分布カウンティング法,光学,26(1997)273
*10 岩井善郎・本田知己:油中摩耗粉によるしゅう動面劣化診断,トライボロジスト,46,12(2001)942
*11 NEDO「地域コンソーシアム研究開発:横断的メンテナンス技術の研究開発」成果報告書,2001.3,128
*12 岩井善郎・他:油中摩耗粉によるしゅう動面劣化診断ツールの開発,トライボロジー会議予稿集(東京2002-5)333
*13 岩井善郎:機械しゅう動部異常診断のための油中摩耗粉分析法,月刊トライボロジー,16,11( 2002)32