設備診断技術を設備管理にどう活かすか では,設備診断技術による状態監視保全の基本的なあり方,生産現場への適用,更にプロアクティブメンテナンスに向けた取り組みを試論してみたい。
はじめに
設備管理のツールとして設備診断技術を現場に導入し,保全レベルを向上させるという考え方が広く普及してきた。高度成長期に建設された多くの設備で老朽化が進むことによる保全の重要性の高まり,現場の点検・整備技能の伝承,トラブルフリーによる生産性の追求,保全コストの削減など,そこには様々な背景があろう。業種業態によって目指すべき保全の方向性に異なる部分もあるが,設備診断技術による状態監視保全(図1)の基本的なあり方,生産現場への適用,更にプロアクティブメンテナンスに向けた取り組みを本稿で試論してみたい。
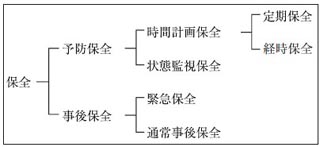 図1 保全方式 |
1. 設備診断技術の導入
1.1 日常保全と異常検出について
生産保全の視点から保全活動の全体観を表1にまとめた。設備稼働後の安定操業において中核活動となる「保全」の基本要件は,設備の「劣化抑制」,「劣化測定」,「劣化回復」にある。すなわち,日常保全(給油脂,増締め,調節,清掃)と正常運転の確実な実行により設備の劣化を緩慢となるように抑え,適切なタイミングで点検を行い,不具合個所を修理することで設備の機能を維持することである。
|
表1 生産保全
|
|||||||||||||||||||||||||||||||||||||
以上のことは至極,当然のことではあるが,実際に現場の保全を担当した方であれば,基本的な保全作業の抜け,例えば給脂忘れやボルトの緩みなどに起因する設備トラブルを体験されていることと思う。
このとき,設備診断技術を導入することで設備の異常を検出し,トラブルを未然に防止したいと考える向きがおられることは想像に難くない。しかしながら,結論から言うと労多くして功少なしとなるのが常であろう。
その理由を図2で説明する。図2は設備劣化のパターンを模式的に示したものである。確実に日常保全が施されている場合の劣化カーブを実線で,日常保全の抜けにより急速に劣化するカーブを破線で示した。図中のA,Bは劣化の検出限界から必要機能を喪失するまでの期間を示している。ここで,異常劣化を設備診断技術で検出するためには期間Bの内に診断を施す必要が生じる。また,一般には設備を構成する要素部品が多数あることから,相当数の診断を実施し続けなければ異常は検出出来ない。そして,運良く異常を検出したとして設備の機能を喪失する前に修理が出来れば良いのだが,かなり困難な仕事になることは容易に想像されよう。
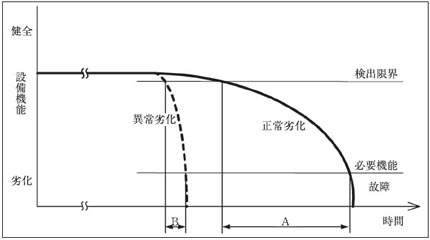 図2 設備劣化のパターン |
すなわち,日常保全を確実に実行するといった保全作業のマネジメントの課題に対して,診断技術導入による解決策は割に合わないということである。“設備診断技術は故障検出のための検査技術ではない”という認識が本論の前提となる。
1.2 設備診断技術を用いた状態監視保全
状態監視保全を考えるに当たって,予防保全のもうひとつの方式である時間計画保全(図1)から論を進めたい。表2にそれぞれの保全形式について,特徴を示す。
|
表2 時間計画保全と状態監視保全
|
時間計画保全は時間軸上での保全作業を計画する方式であるため,保全カレンダーで作業を管理可能とする合理的な保全方式であると言える。しかし一方で,その寿命設定の方法は,故障物理に基づく計算寿命もしくは過去の実績に基づく経験則を利用するため,個々の要素部品について設定寿命の妥当性を評価することが困難となる。具体的な例として,転がり軸受の時間計画保全における寿命設定を検討してみよう。
図3に転がり軸受の転がり疲れ寿命を示す。図には最長寿命は最短寿命の50~100倍に達することが示されている*1。このばらつきは,劣化モードである転がり疲れが要素部品の個体ごとにばらつくことに起因しており,軸受カタログに示される定格寿命は,この転がり疲れに対する90%信頼度寿命で与えられている。
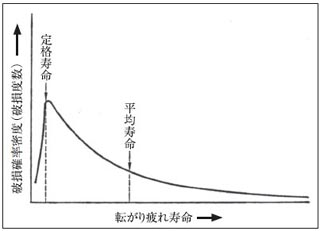 図3 転がり軸受の転がり疲れ寿命のばらつき*1 |
そこで,検討対象の軸受が損傷した場合のリスクを重視し,高い信頼度が得られるように短く寿命を設定すれば寿命を保証出来るかと言えば実はそうはいかない。なぜなら,この軸受の劣化モードが転がり疲れであるとは限らないからである。
例えば,潤滑油中や軸受転走面にコンタミナント(汚染物質:鉄粉などの固体粒子や水など)が侵入すれば劣化モードは表面疲れとなり,転がり疲れから設定した寿命を迎えずして,おそらくは数十分の一以下の期間で機能劣化が始まるだろう。
以上より,時間計画保全方式を採用し,要素部品の個体ばらつき,多様な劣化モード及び使用条件を考慮した場合,過剰に修理工事が行われる傾向が強くなることが推察される。
ところで別の視点に立つと,過剰な修理工事は,修理ミスや軸受不良による初期故障の増加をもたらすことが懸念される。つまり,逆に信頼性を低下させる可能性がある。更に,修理のための非稼働時間や工事コストの増加は,少なからず生産性や経済性を損なうものである。
従って,時間計画保全において,「設定寿命の確度を保証するために過剰な修理工事を行うことは,設備の信頼性・生産性・経済性を低下させる」というトレードオフの関係が発生するに至る。このトレードオフの関係を打破する方法論こそが状態監視保全であると言えよう。
すなわち,状態監視保全の本質は,要素部品の劣化または劣化に伴う物理現象の実測確認によって推定される劣化メカニズムを検証し,寿命を見極めることにあると言える。
1.3 設備診断技術で劣化を測定する*2
すべり軸受を例に各種診断法と検出原理を図4に示した。ロータ/メタル間の潤滑油膜の破断で金属接触が生じると,発熱・振動・摩耗粉の発生などの現象が起きる。いずれの診断法においても,潤滑異常時の特異的な物理現象を検出することが劣化測定の基本原理であり,推定される劣化メカニズムによって診断法の選択または組み合わせを行うことが肝要である。
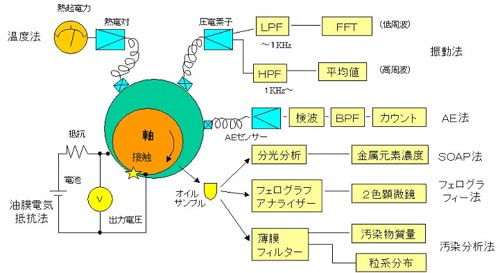 図4 各種診断法(例:すべり軸受) |
更に,図5に示すように各種診断法によって劣化検出限界が異なることも念頭におく必要がある。例えば,すべり軸受を温度法のみで劣化診断しようとする場合,往々にしてメタルの焼損は免れない。
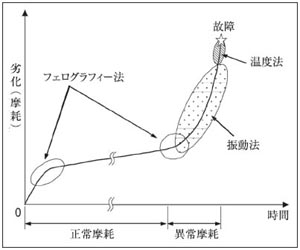 図5 各種診断法の劣化検出限界(例:摩耗) |
2. 寿命予測型保全から計画保全へ*3
2.1 寿命予測型保全
従来,実際の製造現場で設備の要素部品ごとに,診断技術によって劣化の程度を定量的に測定記録し,劣化傾向管理を行うことは,非常に負荷のかかる作業であり現実的に実施が困難であった。そのため,振動法を例にすると,ポータブル振動計で測定した振動値を,あらかじめ設定しておいた“しきい値”と比較することで良否判定を行う手法がとられることが多かった。この場合,図6上に示す例のように“しきい値”よる良否判定で劣化をキャッチしているにもかかわらず,整備工事に間に合わずに設備故障に至ってしまうケースもあった。
近年では,急速に進化したIT技術を活用することで膨大なデータ管理が可能となり,従来の点検の弱点をカバーした劣化傾向管理に基づく寿命予測型の保全を展開出来る状況になってきている。適切なタイミングで保全をするための視点は,“劣化度”に加えて“劣化速度”を加味した傾向管理の実現であり,その結果図6下に示すような寿命予測型保全が可能となる。
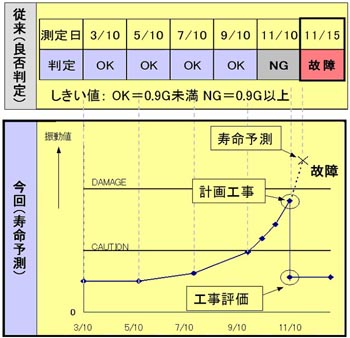 図6 振動法による劣化診断事例 (上:良否判定,下:劣化傾向管理) |
すなわち,故障に至る前に寿命を予測し,計画的な整備工事を実行し,工事後には完全に機能が回復していることを評価する保全である。以下,事例として筆者らが自製導入した振動法による回転機械診断管理システムを紹介する。
開発したシステムでは,安定状態での定期的な診断,Caution値を境とした診断頻度の変更,劣化度と劣化速度に基づく寿命予測が可能となっており,個々の要素部品に対して抜けなく,きめ細やかな診断データ管理が可能なシステムとなっている。加えて,修理内容を含めた保全履歴の記録と管理,保全業務の実行管理機能を持たせた保全システムとなっており,診断計画~診断実施~結果評価~対応アクションについて一連の保全業務を支援することを特徴としている。
2.2 計画保全に向けた取り組み
状態監視保全においても図6下のような寿命予測型保全を個々の要素部品に適用することで,時間軸上で保全作業を計画する設備管理が可能となる。そのためには,診断による劣化測定値と設定寿命の妥当性を現物で照合確認し,診断の確度を上げていくことが必須となる。図6下の図中の“工事評価”には“整備タイミングの妥当性の評価”という意味が含まれている。
以上に述べたような劣化傾向管理による寿命予測型保全を継続的に実施することで,状態監視をベースとした計画保全が確立していくと考えている。計画保全の目標は,設備の劣化に対し,遅過ぎて故障の影響を顕在化させることもなく,早過ぎて無駄な時間と作業を費やすことがないように,最も適切な時期に保全を行うことにある。
3. プロアクティブメンテナンスへの展開
設備劣化に対応し機能を維持・回復させる保全ではなく,劣化要因の排除(図7)により設備の劣化遅延・長寿命化を目指す保全がプロアクティブメンテナンスである。
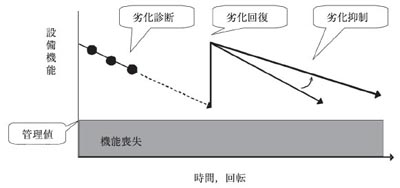
図7 劣化要因の排除 |
プロアクティブメンテナンスの例として,新日本製鐵(株)名古屋製鐵所の油圧・潤滑管理プログラムによる油圧ポンプの交換台数の低減事例が参考に紹介されることがある。これについて若干の説明をすると,油圧設備の信頼性向上を目的に汚染度診断技術の導入とアモルファス合金繊維を応用したオイルクリーナーを開発した。油圧トラブルの主原因であるコンタミナントの除去・清浄度管理を行った結果,油圧の信頼性向上とともにポンプの摩耗軽減による寿命延長効果が得られたというものである。
では,例えば回転機械の劣化主要因は何であるかを考えると,コンタミナントのような各設備に共通な劣化要因を見いだすことは出来ず,ミスアライメント・ガタ・軸曲がり・架台剛性不足・共振など様々な要因が個別事例として現場に存在する。一見,プロアクティブメンテナンスを拡大展開するのは困難なように思えるがそうではない。
先に紹介した回転機械診断管理システムから得られた設備劣化に関する情報を,同型・同類設備など層別に解析してみると設備の“劣化速度”が大きくばらついている。劣化の要因は設計やメンテナンスの巧拙に起因して様々なものが単独あるいは混在した状態で摘出されるが,これらを積極的に排除することによってプロアクティブメンテナンスが展開出来ることを確認している。
おわりに
最近のIT技術を応用した遠隔保全が盛んに研究,実用化されつつある。診断,劣化傾向管理の装置技術の進歩とともに現場の保全もより合理的に進化させて行きたい。設備診断技術と保全データ管理技術,更に設備長寿命化・劣化要因排除のための要素技術が保全を進化させるキーテクノロジーであると考える。
<参考文献>
*1 岡本純三,角田和雄:転がり軸受,幸書房(1981)59.
*2 藤井彰:徹底した潤滑管理活動でコスト低減と信頼性向上を実現!,プラントエンジニア,8(1997)6.
*3 古田昇, 藤井彰:製鉄所におけるメンテナンス技術活動, 日本設備管理学会秋季研究発表大会(2006)11.