


当社主要設備は軸径が1200mmで,しかも荷重が大きいためすべり軸受けを採用しております。しかし,メタル軸受がよく焼き付きます。構造は図1に示す通りです。原因・対策をお願いします。
解説します。
メタル軸受の潤滑状態は,軸が回転すると給油中の潤滑油はクサビ作用によって,軸の受圧側に巻き込まれ高い油圧力(油膜)が発生します。その結果,軸が浮き上がって焼き付きを防止します。
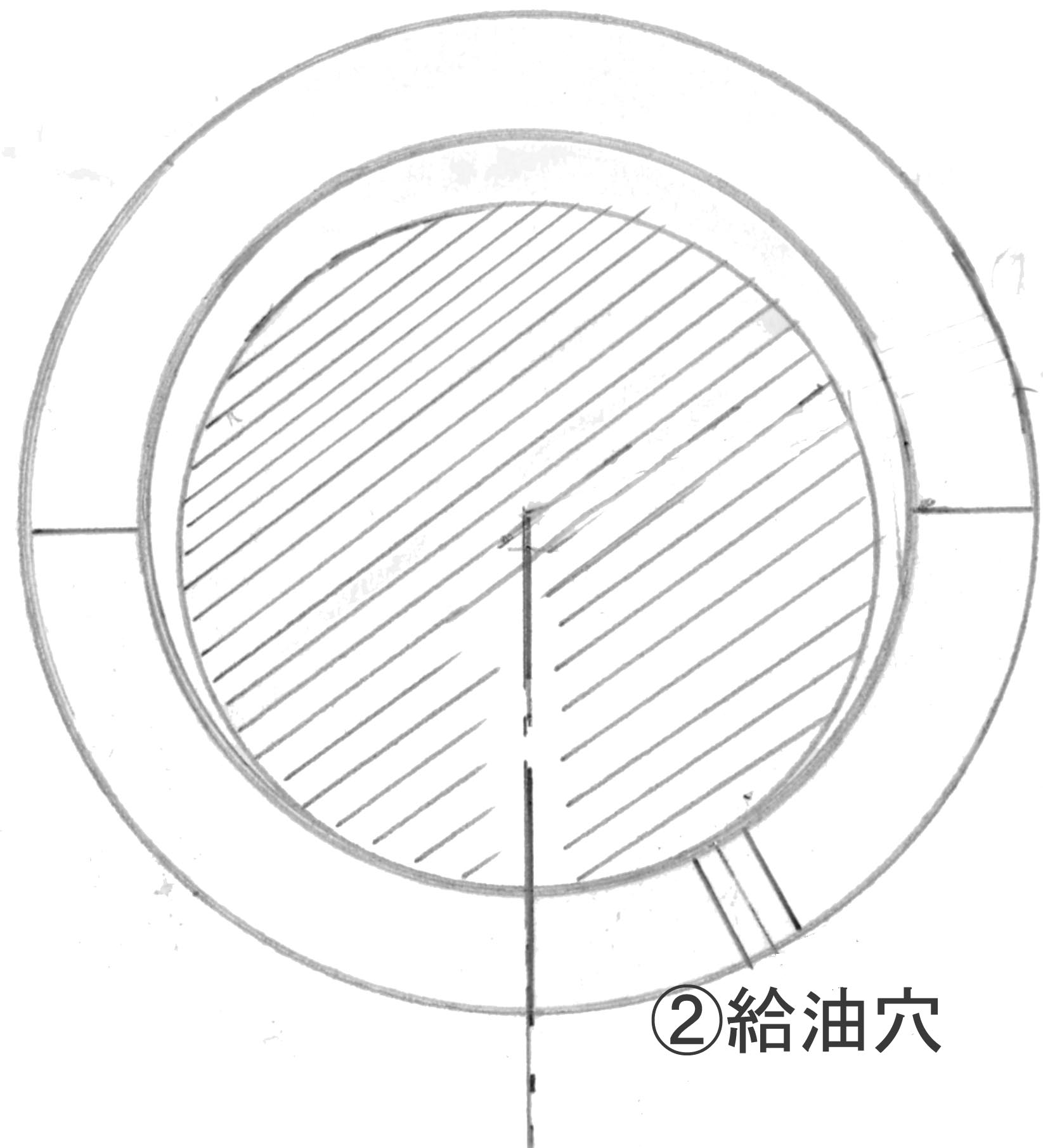 図1 すべり軸受けの給油穴 |
一般には受圧面は重力の関係で下側です。貴社の図面によると給油穴が下寄りで受圧面に近いように見えます。給油穴は図2のように受圧面から60度から120度の位置がクサビ作用を発生させるには適切です。改造して見てください。
 図2 すべり軸受けの正しい給油穴 |
参考のためにすべり軸受のすり合わせに関する注意事項を付け加えます。
(1)すべり軸受は比較的大きな荷重を支えて回転させます。そのため軸受の潤滑は非常に大切です。原理は回転による油膜の発生で潤滑されます。しかし,回転速度にもよりますがこの油膜の厚さは極めて小さいものです。したがってメタル表面の仕上げ精度が荒くなると油膜切れの原因になります。そこでメタルのすり合せはスクレーパー(きさげ)を使い,光明丹であたりを見ながら,丁寧に細かくメタル全体にわたり万遍なく当たるようにします。拙速を重んじてグラインダーで削るようなことは厳禁です。
(2)メタルは寸法的に正しく加工されていてもミクロでみると加工面には必ず凹凸があります。軸の回転により油膜を形成させるメタルは,凸部が点接触して摩擦が大きくなり,発熱を始めます。この凸部を取り除くことを「すりあわせ」といいます。このすり合せにより当たりをつけるわけですが,基本的には中心線より,約40度の幅で,かつメタル全体の70%以上のあたりがあれば良いと思われます。メタル全体に当たりが付いた状態ではかえって油膜が切れやすくなります。


「技術者のためのトライボロジー」新発売!

「潤滑剤銘柄便覧」2026年版 発売中!


「初めての転がり軸受」発売中!

「やさしいグリースの話」発売中!


