


昨年減速機の2段ギヤーの歯が欠けたので,そのギヤーを取り替えました。すり合わせをしてよく歯あたりをとったのですが温度上昇が多く,困っております。何が原因だと思われますか。
解説します。
現物を見て,処置した手順を詳しく聞かないと簡単には判断できませんので,間違いやすい基本的な注意事項を挙げておきます。
(1)あたり面を合わせるすり合わせ作業は,或る基準に対して一方を合わせてゆく作業です。したがって歯車のあたり具合を仕上げる場合,両方の山を削ってしまってはいけません。基本的には次のように歯車を削って仕上げます。
a.組み合わせに大小がある時は小さい側の歯車に光明丹を塗って,大きい方の歯あたりを仕上げる。
b.同じ径の歯車の組み合わせの時は駆動側に光明丹を塗って従動側の歯あたりを仕上げる。
(2)歯あたりの仕上げはエアサンダーなど粒度の粗いものを使ってはいけない。さらに歯あたり量は適切でなくてはならない。
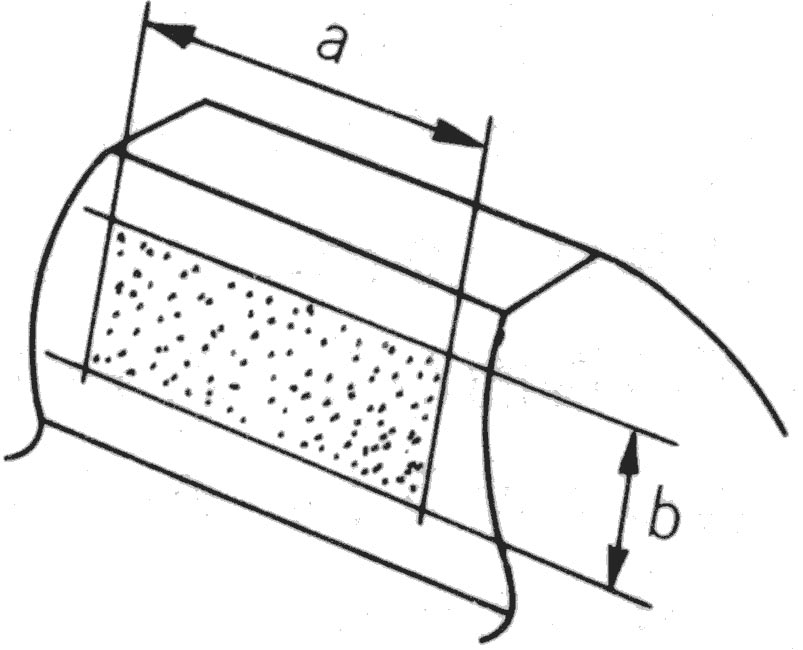 図1 ギヤーの歯あたり面 |
適切な量とはJISに規定されておりますが,凡その目安は,歯すじ方向aは有効幅の35~70%,はたけ方向bは20~40%です。
(3)歯車をなめらかに回転させる秘訣はバックラッシュであるといわれております。このバックラッシュが適切だと,振動も騒音も少なくなり,寿命も延びてきます。バックラッシュの必要な理由は
a.歯車の制作誤差に対する逃げ
b.負荷による歯の変形に対する逃げ
c.軸受箱の制作誤差に対する逃げ
d.潤滑油膜の形成
歯車のバックラッシュを0にすると、これらの条件がそろわなくなり,焼付きを発生させる原因となります。
バックラッシュはJISを使うとよいが,簡易的には0.03m~0.05m(m=モジュール)といわれています。また測定の位置ですが,歯の中央部で5~6個所程度は測定してその平均値を使うとよいです。
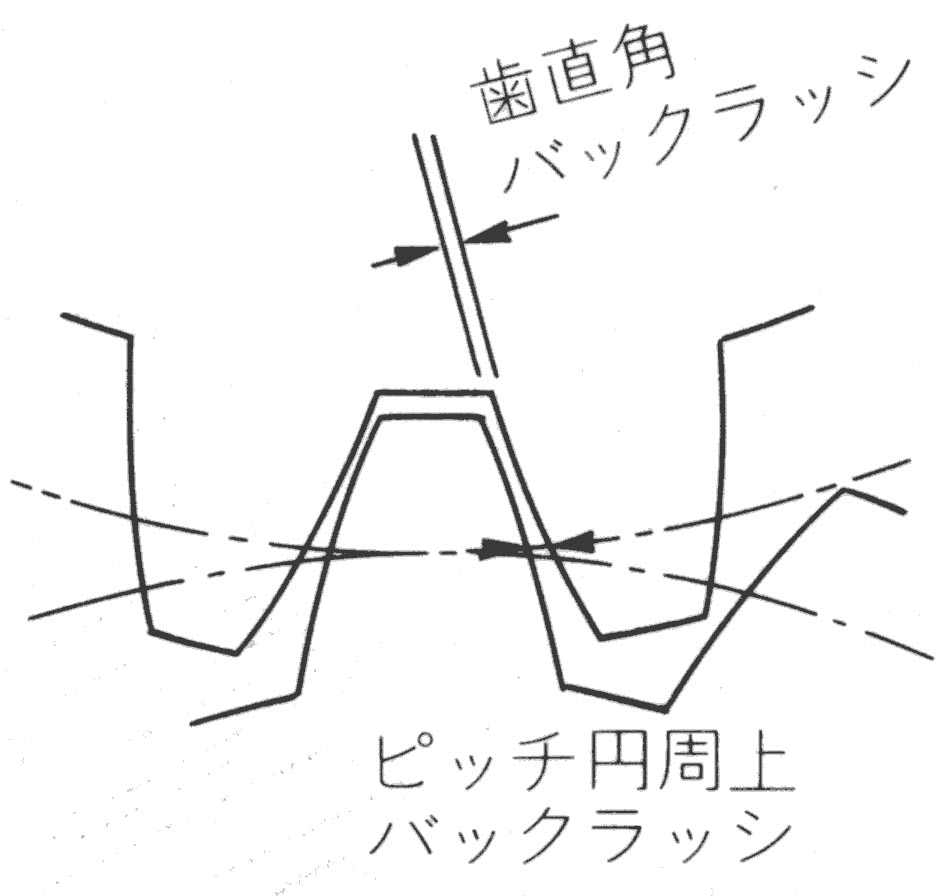 図2 ギヤーのバックラッシュ |


「技術者のためのトライボロジー」新発売!

「潤滑剤銘柄便覧」2026年版 発売中!


「初めての転がり軸受」発売中!

「やさしいグリースの話」発売中!



