


すべり軸受けが焼きつく寸前に異常を発見し,点検しました。メタルの油溝がつぶれてしまったようです。溝切りについての注意事項を教えてください。
解説します。
油溝切りの注意事項とメタルの隙間についてお答えしておきます。
(1)メタルの油溝を切る目的は潤滑油を摩擦面に行きわたらせ,メタル全体を潤滑することで焼付きを防止するものです。そこで溝の切り方は軸と平行の方向に切るようにし,直角方向(滑り方向)だけに切るのは避けましょう。油が行き渡りませんので焼付きの原因になります。油溝は深く切りすぎないこと。給油量,荷重を考慮して深さ,幅を決めて下さい。
(2)メタルの油溝は大切なものです。寸法は大きすぎても小さすぎてもだめです。標準寸法は表1に示すとおりです。さらに油溝を切って角があるままで使うと,焼付きを起こすことがあります。油溝は,油の補給源,油を無駄なく供給する,異物を沈殿させるなどの役目を持っていますが,もっと大事なことは油溝から十分に油をメタル各部に供給することです。油溝に角があるとこの角で油が断ち切られて,油がスムースに供給されなくなる可能性があり,焼付きの原因となります。正しい方法は図1に示すように油溝の角をとって滑らかにしてやり,油を吸い込みやすくしてやることです。
|
表1 油溝の寸法
|
|
【間違った方法】
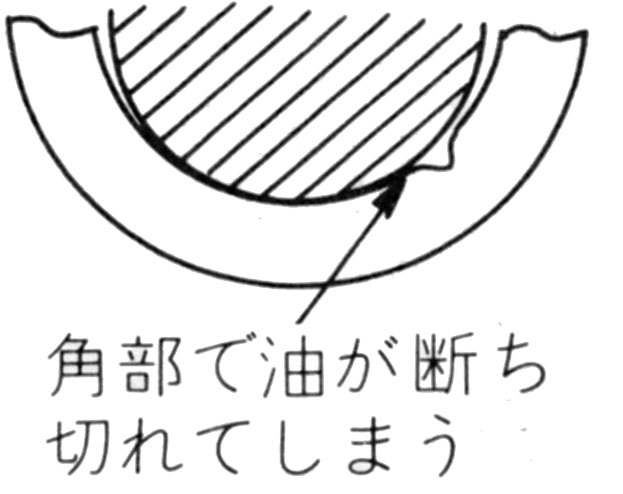
【正しい方法】

ただし t=0.5r R=3.0r b=(1~1.5)r 図1 油溝の状態 |
(3)メタルはなめらかに回転するために,適正なすきまが必要です。メタルのすきまは焼付き防止,熱持ち防止,騒音防止などのために,経験的にその最小値が決められております。実用的には,軸径の1.0/1000~1.5/1000程度がよく採用されております。このすきまの測定は軸方法1個所だけでなく図2に示すようになまり線を2,3個所に入れて軸受をかぶせて,なまり線のつぶれた部分を測定して確認します。
メタルの使用限界は最初につけたすきまの2~3倍程度と見たら良いでしょう。
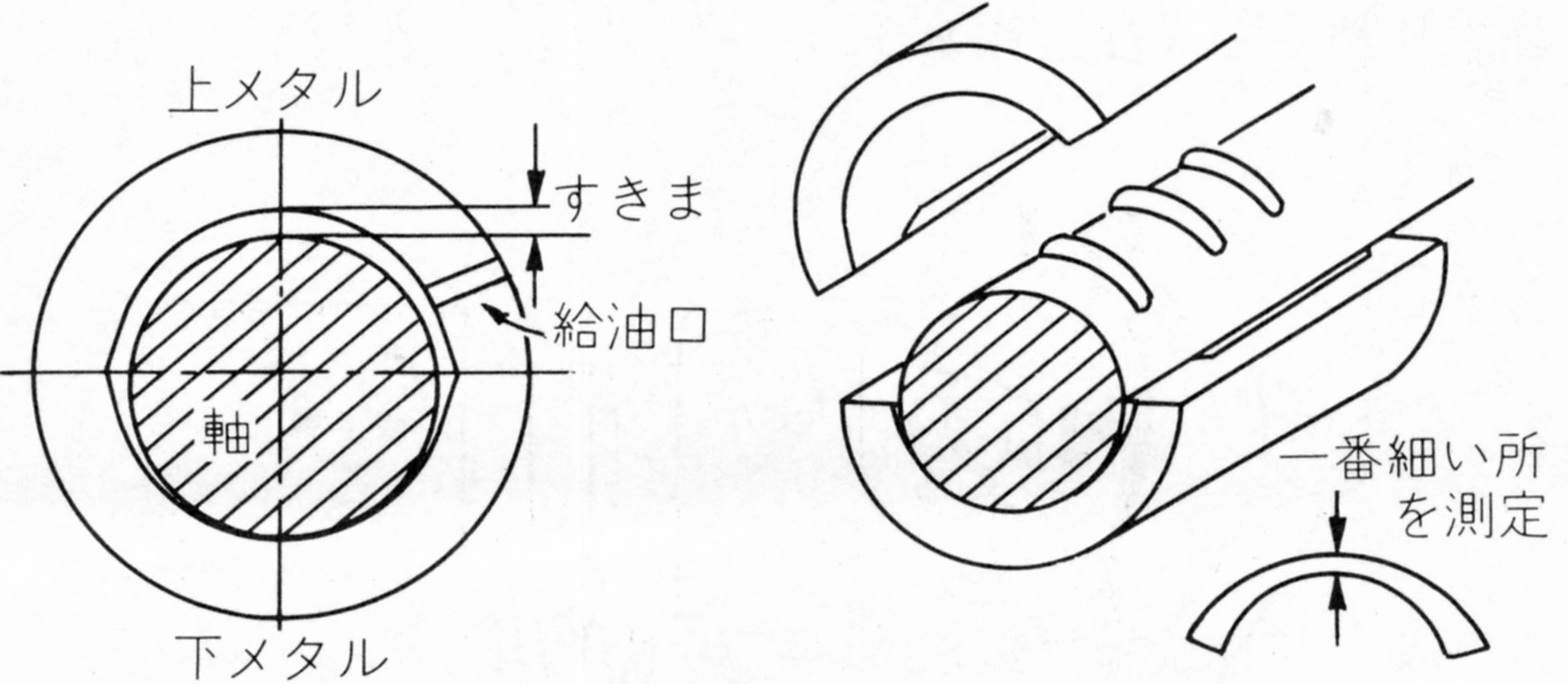 図2 軸受メタルの隙間とその測定方法 |
(4)一般にメタル上部のすきまのあるところは軸との接触はありません。そのためにメタルのこの部分に金属変化を起こすことがあります。これが異物となり,思わぬ悪さをすることがありますので点検の際には注意して観察して下さい。

「技術者のためのトライボロジー」新発売!






