


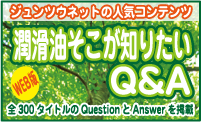
研磨機主軸スプラインが加重のかかる一定方向の面のみ摩耗し,回転時の異常音が激しくなりました。加工精度にばらつきが出る可能性があります。予備を製作するには3ヵ月を要し,さらに費用が莫大です。保全費予算がありません。早めに応急処置ができればと考えております。何かよい方法はありませんか。なお,摩耗状況は図1に示すとおりです。
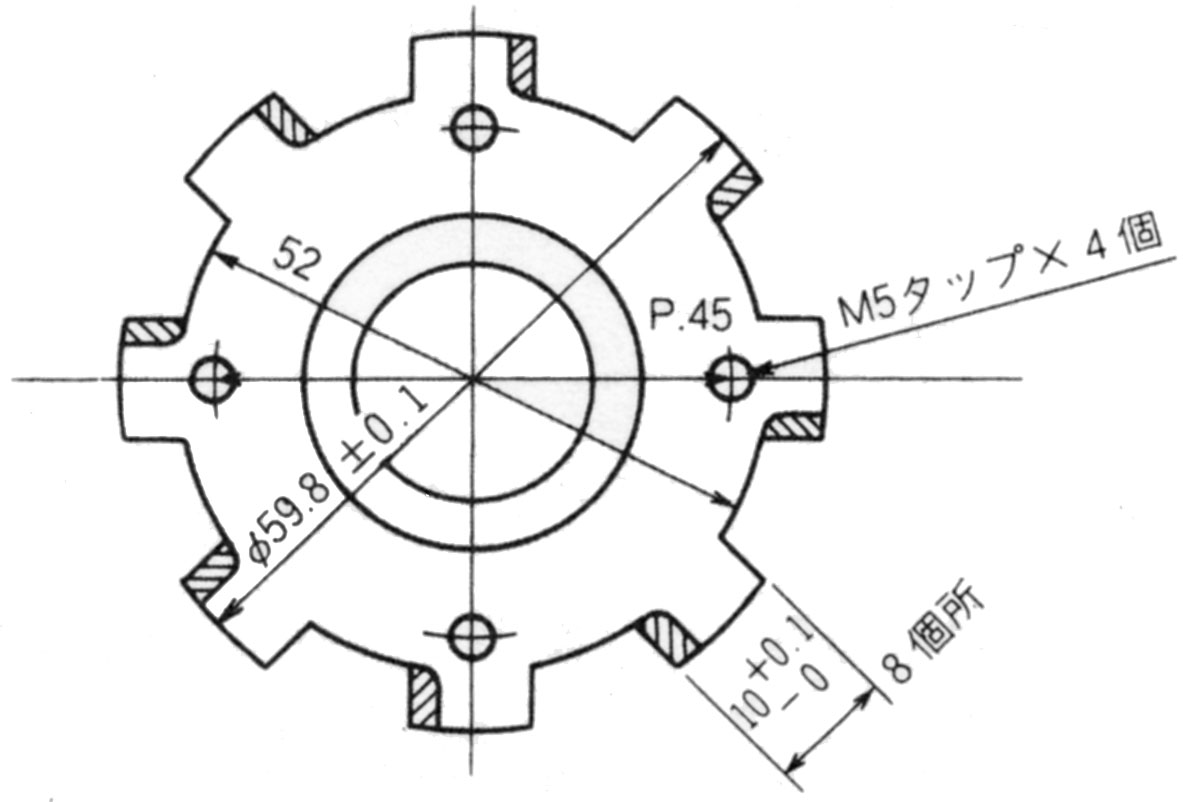 図1 研磨機主軸スプライン摩耗の断面 |
解説します。
応急処置実施に際し,スプライン軸の機能と生産状況から,重要な項目は次のとおりです。
- 修理後ひずみが出ないこと
- 短時間で修理できること
- 応急処置後少なくとも3ヶ月は正常で使用可能なこと
(1)摩耗部の加工と補正板用溝加工
約3mmの摩耗部を除去するために,横フライス盤に4mmのメタルソーを取り付けて加工し,平坦にする。次に補正板装着溝を3mm切り込み,図2に示すように加工する
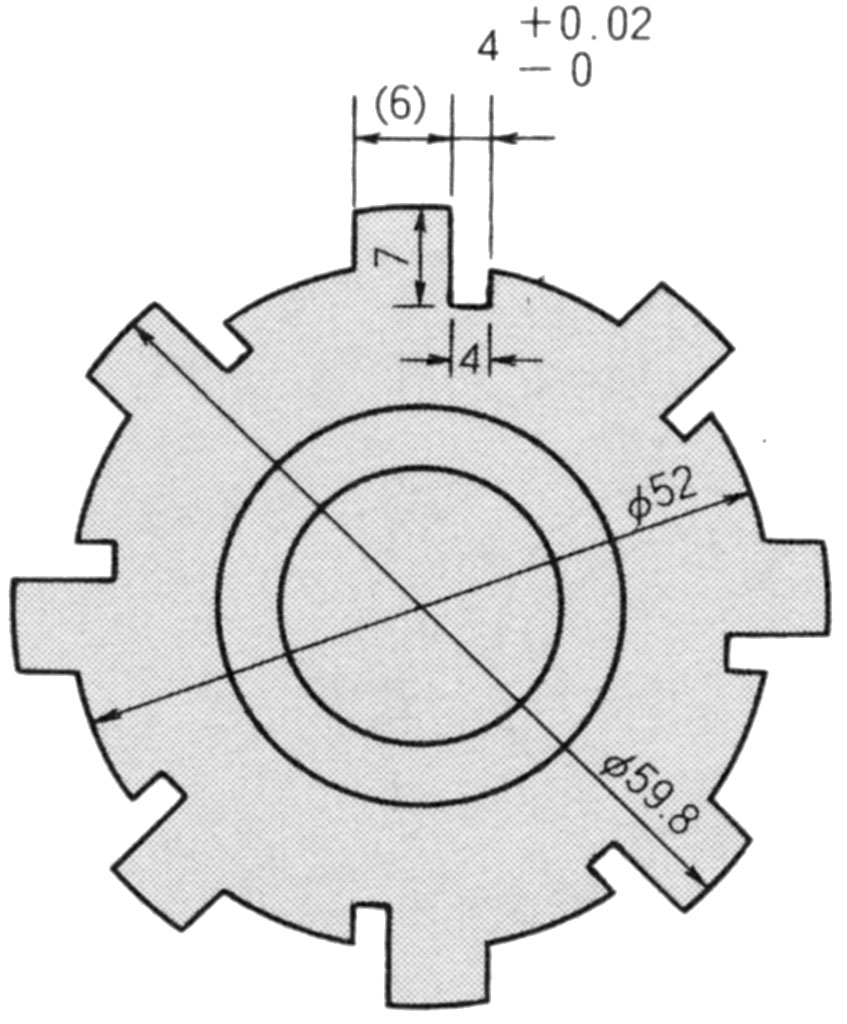 図2 スプラインの加工 |
(2)補正板の製作
4×7.5×255(mm)の補正板を製作する。特に4mm幅寸法に関しては,加工精度が耐久力に影響するため,高精度平面研削盤で慎重に仕上げる(+0.02mm~+0.04mm)。なお,両面仕上げとする。
(3)補正板の装着
補正板の幅が約0.02mm大きいので叩き込むと変形するため,補正板をドライアイスで-20℃まで冷却し,冷やしばめを行い,同時にエポシキ系接着剤で固定する。
(4)仕上げ加工
スプライン外径をヤスリにより手仕上げで,図3のように仕上げる。
 図3 応急処置完成図 |

「技術者のためのトライボロジー」新発売!

「潤滑剤銘柄便覧」2026年版 発売中!


「初めての転がり軸受」発売中!

「やさしいグリースの話」発売中!


